Társszerző: Mucsi András
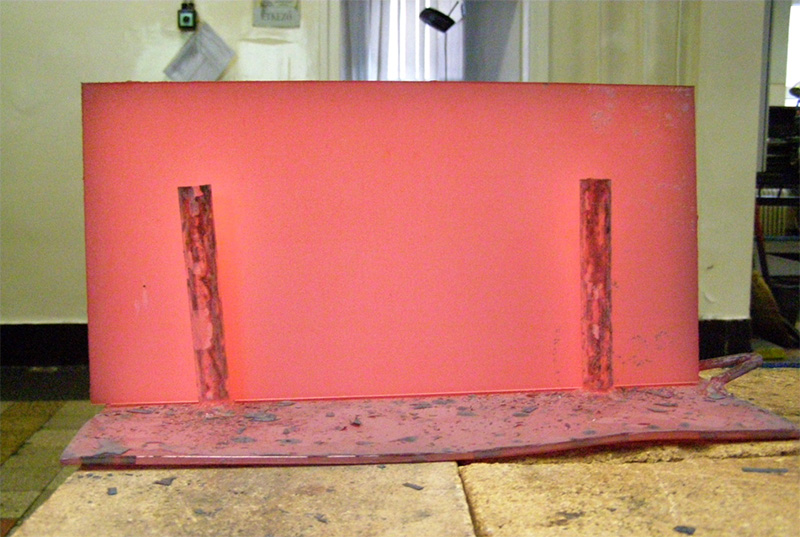
A jelenség leírása: Az utólagos melegalakításra, például sajtolásra szánt acéllemezeket a gépipari üzemek ún. „fekete lemezként” rendelik meg. A lemez szilíciummentes szerkezeti acél. Ezeket a lemezeket szállítási állapotukban vékony, a meleg hengerlés során keletkezett, mintegy 5-25 μm vastagságú vas-oxid, úgynevezett tercier reve fedi. A gépipari üzemekben az acéllemezből kimunkált terítékeket a melegalakítás hőmérsékletére hevítik. A kemenceatmoszféra jellemzően oxidáló vagy enyhén oxidáló hatású. A gyakorlatnak megfelelően a hevítés során a lemez anyaga teljes mértékben ausztenitesedik. Gyakran megfigyelhető volt, hogy a felhevítés közben a tercier reve felhólyagosodik, és a hólyagok anyaga a meleg alakítás közben összetöredezik. Önmagában ez a jelenség nem okoz gondot, de a felület tisztítása (pácolás vagy homokszórás), bevonatolása, festése után a hólyagok helyén lévő foltok esztétikai problémát jelentenek. Egy foltosodásra hajlamos melegen hengerelt lemez hevítés utáni állapotáról készült felvétel látható az 1. ábrán.

Az acéllemez felületének tisztítása után végzett mérések egyértelműen bizonyították, hogy a foltok helyén a lemez kissé vastagabb, mint a mellette lévő helyeken. Ez a szintbeli különbség legszembetűnőbben a festett alkatrészek felületén jelentkezik. Bár ez a hiba a termék – például tartály – rendeltetésszerű használatát nem veszélyezteti, de a felhasználókban bizalmatlanságot ébreszt, és így mindenképpen meg kell akadályozni ennek a hibának a kialakulását.
Ez a jelenség feltehetően több okra vezethető vissza, így célszerű a következő módszer szerint szisztematikusan megvizsgálni a problémát. Nevezetesen, először az összetett jelenséget részelemeire kell bontani, majd korábbi ismereteink és tapasztalataink alapján munkahipotézist kell felállítani az alapvető jelenségek értelmezésére, majd az egyes részjelenségek és azok kölcsönhatása alapján meg kell határozni a hibajelenséghez vezető utat, vagyis a jól ismert analízis – munkahipotézis – szintézis útvonalat kell követnünk a probléma megoldásakor. Eredményesnek akkor tekinthetjük ezt a folyamatot, ha olyan javaslatot tudunk megfogalmazni, amely alkalmas a hibajelenség megszüntetésére.
A jelenség analízise: A jelenség kialakulásának analízisekor a folyamatban résztvevő egyes elemekben szobahőmérséklettől kezdve a hevítés legmagasabb hőmérsékletéig, illetve a hőntartás közben lejátszódó folyamatokat kell követnünk külön-külön, majd az esetleges kölcsönhatásukat is figyelembe kell venni.
A melegen hengerelt acéllemezben lejátszódó folyamatok:
- Az acél anyagának hő- és allotróp átalakulás okozta fajtérfogat-változása. Feltételezve, hogy az acéllemez szövetét szobahőmérsékleten ferrit és perlit alkotja, az AC1 hőmérséklet eléréséig a hőtágulás mértékét az α-vas hőtágulási együtthatója határozza meg. Az AC1 és AC3 hőmérsékletek között lejátszódó allotróp átalakulás zsugorodással jár, míg az AC3 hőmérséklet felett a hőtágulás mértékét a γ-vas hőtágulási együtthatója határozza meg.
- A mechanikai tulajdonságok változása: Az acéllemez képlékenységi jellemzői javulnak.
- A szövetszerkezetben lejátszódó változások: az allotróp átalakulásra már utaltunk, emellett egyéb folyamatok is lejátszódhatnak, mint például a szemcsedurvulás vagy egyes fázisok feloldódása.
A tercier revében lejátszódó folyamatok:
- Mivel a reve keramikus anyagnak tekinthető, hőtágulása számottevően kisebb, mint az acélé.
- A tercier reve fázisösszetétele megváltozhat.
- A tercier reve mechanikai jellemzői is módosulnak, a növekvő hőmérséklet a vas-oxid képlékenységét jelentősen megnöveli.
- A táblalemez darabolásakor, a tekercsből való lefejtés és egyengetés során kialakult repedések az oxigéntranszportot jelentősen elősegítik.
A kemenceatmoszférában lezajló változások:
- Feltételezhető, hogy a kemencéket a hevítés legnagyobb hőmérsékletének megfelelő hőmérsékletre állítják be.
- A kemenceajtó-nyitások alkalmával, még kemencetér-túlnyomás esetén is valamennyi kültéri friss levegő áramlik a kemencébe, mely folyamatosan pótolja a revésedést okozó oxigént
- A kemenceajtó-nyitások során a kemencetér hőmérséklete egy bizonyos értékkel lecsökken, majd nem megfelelő szabályzás esetén az ajtó bezárása után túllendülhet a beállított értéken.
Az acéllemez anyaga, a reveréteg és a kemenceatmoszféra közötti kölcsönhatások:
- Az acéllemez felületén az oxidáló hatású kemenceatmoszférában lejátszódik a tercier reve további oxidációja, revésedése, amelynek sebessége alapvetően a hőmérséklettől és a már kialakult reveréteg vastagságától függ.
- Figyelembe kell venni a melegen hengerelt és folytonosnak feltételezett tercier reveréteggel fedett acéllemez hevítés közbeni együttes viselkedését a fémes anyagnak tekinthető acéllemez és a keramikus anyagnak tekinthető reveréteg eltérő hőtágulási együtthatójának hatását.
- Figyelembe kell venni továbbá az acéllemez felülete és a reveréteg közötti „tapadás” erősséget, illetve az acéllemez felülete és a reveréteg közötti transzportfolyamatokat, például az acéllemez felületének ötvözőkben és szennyezőkben való feldúsulását, illetve elszegényedését.
A munkahipotézis: Olyan munkahipotézist kell felállítani, amely alkalmas annak értelmezésére, hogy az acéllemez felületétől elváló reveréteg alatt miért marad meg egy foltszerű kidudorodás, folt. Azt is értelmeznünk kell, hogy milyen hatások teszik lehetővé a reverétegben kialakuló kidudorodás létrejöttét.
A szintézis: A jelenség értelmezésekor lépésről lépésre követnünk kell a folt és a mellette lévő lemezfelület viselkedését, miközben a melegalakítási (például sajtolási) hőmérsékletre hevül fel a lemez anyaga. Jelenlegi ismereteink szerint nem tudjuk előre jelezni, hogy a lemez felületének mely pontjában válik el a reve az acéllemez anyagától. Az azonban feltételezhető, hogy a melegalakításra felhevített lemez reverétege folytonos és makroszkópos értelemben gázzáró réteget képez, de megfelelő hajtóerő esetén transzportfolyamatok lejátszódhatnak benne.
Az analízis során felsorolt részjelenségek figyelembevételével a hólyag melletti, nem hólyagosodó (A hely) és hólyag területén lévő (B hely) reverétegnek megfelelő helyeken lejátszódó folyamatokat a következőképpen írhatjuk le:
Hólyag melletti, nem elváló réteg (A hely): Mivel a meleghengerléskor a tercier reve képződésének befejező hőmérséklete az AC3 hőmérséklet felett van, feltételezhető, hogy a szobahőmérsékletre való lehűlés után a tercier revében nyomófeszültség ébred, hiszen a revének, mint keramikus anyagnak a hőtágulási együtthatója lényegesen kisebb, mint a lemezé. Várható tehát, hogy ezen a helyen felhevítés közben visszaáll a meleghengerlés közbeni helyzet, és az oxidáció, a reveképződés a mindenkori hőmérsékleti viszonyoknak és időtartamoknak megfelelően tovább folytatódhat. Az oxidáló kemenceatmoszférával érintkező és tercier revével fedett felületen a mindenkori hőmérséklet és időtartam függvényében a reveréteg folyamatosan vastagszik. A reveréteg növekedési sebességét maga a reveréteg pillanatnyi vastagsága jelentősen befolyásolja: minél vastagabb a reveréteg, annál lassabb a növekedés mértéke. Ennek magyarázata az, hogy a revésedés sebességét meghatározó oxigéntranszport a felülettől az alapanyagig annál lassabb, minél nagyobb utat kell az oxigénatomoknak megtenni az alapanyag eléréséig. Lényeges, hogy a folt melletti helyen az acéllemez felülete és a reveréteg közötti kapcsolat a hevítés egész folyamata alatt megmarad. Ezért a reverétegben a folyamat teljes tartama alatt fennmarad az oxigénkoncentráció-gradiens, mert az acéllemez felületén lejátszódó oxidáció folyamatosan felhasználja a határfelületen megjelenő oxigént [2].
Hólyag alatti terület (B hely): A munkahipotézisben feltételeztük, hogy ezen a helyen az acéllemez felülete és a reveréteg közötti közvetlen kapcsolat megszűnik. Amennyiben ez megtörténik, a vékony, az acéllemez felületétől elvált reveréteg önálló életet kezd élni, és a közbezárt térfogatrészben valamilyen ok miatt megnövekedő nyomás miatt a reverétegből hólyag képződik. A nyomás megnövekedésének egyik kézenfekvő okát a hőmérséklet növekedése közbeni térfogat-növekedés jelentheti. A nyomás megnövekedését okozhatja a gázatmoszférából a reverétegen át bediffundáló oxigén, vagy – és ez a sokkal valószínűbb – a revehólyag alatti acéllemez anyagának dekarbonizációja. Ez a folyamat ugyanis CO-t termel, ami az oxigénnél nagyobb molekulamérete miatt nem tudja elhagyni a hólyag alatti területet. Az acéllemez oxidációja a hólyag alatti területen lassabb, hiszen a hólyag falán áthatoló oxigénatomok nagy része nem a vas oxidációját, hanem a dekarbonizáció miatt felületre diffundálódó C-atomok oxidálását végzi. Ez az eltérés tekinthető a jelenség alapvető okának, melyet a későbbi technológiai fázisok jelentősen felerősítenek. A táblalemez kemencéből való kiszedésekor a hólyag anyagát alkotó felfújódott revét nem a kemencetér és nem is az alapanyag hőmérséklete határozza meg, hanem a kemencén kívüli hideg levegő, mely, mivel a hólyagban jó hőszigetelő gáz van, lehűti a hólyagot. Emiatt lesz fekete a vörösen izzó lemez felületén lévő hólyag a kemencéből való kivételkor. Sajnos, a bevezetőben említett hőtágulás itt jelentős szerepet játszik, ugyanis a 300-400 °C-ra lecsökkent hőmérsékletű hólyag falát alkotó reve elveszti képlékenységét és összeroppan. A hólyag alatt tehát egy kevésbé elrevésedett alapanyag, míg a hólyag mellett egy jobban elrevésedett alapanyag lesz jelen, néhány mikronos szintkülönbség mellett. A sajtolószerszámban való alakításkor a vastagabb reveréteg megtámasztja az anyagot, az összeroppant hólyag területén viszont kiemelkedik az anyag, így még markánsabb lesz a szintkülönbség. A sajtolt darab homokszórása után a hólyag alatti és a hólyag melletti terület között szintkülönbség lesz, mely esztétikai hibát és vevői bizalmatlanságot okoz. A revebuborék kialakulásában szerepet játszhat az AC1 és AC3 között zsugorodással lejátszódó allotróp átalakulás is, amennyiben a reve szilárdsági jellemzői ezt lehetővé teszik.
Jelenlegi ismereteink szerint a revebuborék képződésének helyét előre jelezni nem tudjuk, de a lemez felületének kémiai inhomogenitása szerepet játszhat.
A megoldás: A jelenség alapvető okaként az acéllemez felülete és a reveréteg közötti kapcsolat megszűnését jelöltük meg. A probléma megoldását olyan tercier reveréteg létrehozása jelenti, mely nagyon jó tapadóképességű, és nem teszi lehetővé a hólyagok képződését. Ezt az acél szilíciumötvözésével érték el. A 2. ábrán egy szilíciummal ötvözött mintalemez hevítés előtti és hevítés utáni állapotát láthatjuk. A mintalemezen magnetites reveréteg volt jelen ellentétben az 1. ábrán bemutatott mintalemezzel, mely kezdetben, felhevítés előtt hematitos revét tartalmazott. A foltosodási probléma a revetípus céltudatos módosításával elkerülhető.
Forrás:
[1] Mucsi András: Revésedési jelenségek különböző szemszögekből az ISD Dunaferr Zrt-nél. BKL Kohászat, 2019. Megjelenés alatt.
[2] Schatt, Werner- Worch, Hartmut: Werkstroffwissenschaft, Deutcher Verlag für Grundstoffindustrie Stuttgart, 1996. 348. oldal.