Ahogy azt ennek a blognak a bevezetőjében írtam, szakmai múltamból olyan témákat szándékoztam feleleveníteni, amelyek még a VASKUT-as múltamhoz kötődnek. Valóban volt néhány ilyen eset is, de az esettanulmányok többsége későbbi pályafutásomhoz, akár napjainkban felvetődött témákhoz kapcsolódott.
Ez az esettanulmány azonban tényleg VASKUT-as időkhöz, mégpedig a ’70-es évek közepéhez, végéhez kötődik. Ugyanakkor – ahogy azt a Fekete Balázs által írt „Reaktortartályok kisciklusú fáradása” című tanulmány bevezetőjében is említettem – a ’70-es években megismert elmélet és az ennek alkalmazásával elért eredmények mintegy 40 év után váltak ismét aktuálissá.
A XIII. Országos Anyagtudományi Konferenciát 2021. október 10–12. között Balatonkenesén rendezte meg a konferencia szervező- és tudományos bizottsága. Ez a konferencia jubileuminak tekinthető, hiszen mintegy negyedszázada indították útjára ezt a sorozatot a konferencia kezdeményezői, dr. Zsámbok Dénes, a Dunaferr Dunai Vasmű kutatási osztályának akkori vezetője és dr. Verő Balázs, a BAYATI tudományos csoportvezetője. A kezdeményezők közösen dolgozták ki a XIII. konferencia megnyitó előadását, amellyel végül is én nyitottam meg a konferenciát. Az előadás szövegét az alábbiakban változatlanul közlöm.
Visszatekintés negyedszázad távlatából
1997. október 29-én nagy volt a nyüzsgés a DUNAFERR Dunai Vasmű Lemezalakító Kft-jének szabadidőközpontjánál a Duna-parton. A helybeliek érdeklődve kérdezték: mi ez a sürgés-forgás? Részünkről a válasz egyszerű volt: itt rendezzük az I. Országos Anyagtudományi és Anyaginformatikai Konferenciát. A konferencia egynapos volt, a délelőtti szekcióban az anyagtudományról alkotott képünket próbáltuk megfogalmazni, majd a DUNAFERR vezetői a vállalatcsoport jövőképéről és az anyagtudománynak a cég jövőképe kialakításában játszott szerepéről számoltak be.
A kisciklusú termomechanikai fáradás kinetikája a reaktortartály anyagában c. esettanulmány a Nagy teljesítőképességű szerkezeti anyagok kutatása c. TÁMOP (lásd a Láncmodell c. esettanulmány [14] hivakozását) project keretében végzett kutatómunka egyik fontos eredményét foglalja össze. A TÁMOP projekt szakmai vezetője Trampus Péter professzor volt, és ennek 11 altémája közül a nukleáris erőművek reaktortartály anyagával kapcsolatos kutatásokat vezette Fekete Balázs, aki ebből a témából szerezte meg a PhD fokozatot, és jelenleg egy USA-beli high tech vállalat fejlesztőmérnöke.
Az ebben az altémában végzett mechanikai, röntgendiffrakciós és TEM-es vizsgálatok értékelésekor vetődtek fel olyan kérdések, amelyek értelmezésébe engem is bevontak, nevezetesen a Cottrell-féle elmélet lehetséges alkalmazásával kapcsolatban. Ez az ötlet Fekete Balázs munkájában termékeny talajra talált. A TEM-es vizsgálatokat dr. Radnóczi György (KFKI MFA), míg az XRD vizsgálatokat Ungár Tamás professzor (ELTE Anyagfizika Tanszék) irányításával Jóni Bertalan (PhD) végezte. A Cottrell-féle elmélettel egyébként még a ’70-es évek közepén ismerkedtem meg a lágyacélok folyási jelenségének értelmezése során. Ezzel a kérdéssel majd egy következő esettanulmányban foglalkozom.
A polimerek beleilleszkednek-e a láncmodell koncepciójába?
A műszaki anyagtudományi szemlélet egyik alapgondolata az, hogy a piaci igényeket kielégítő termék anyagát nem a négy lehetséges anyagcsoport egyikében igyekszünk megtalálni, hanem közülük a legmegfelelőbbet igyekszünk megtalálni. Lényegében ezt a koncepciót fejezi ki a láncmodell. Amennyiben a polimerek, a műanyagok ebbe a koncepcióba nem illeszthetők be, akkor maga a láncmodell érvényessége is megkérdőjeleződik, illetve csak a fémek és ötvözeteik, a kerámiák és a társított anyagok esetében fogadhatjuk el érvényességét. Ugyanakkor, ha figyelembe vesszük a polimerek felépítésének sajátosságait, és az elemzés azt mutatja, hogy ez az anyagcsoport is jól illeszkedik a láncmodell koncepciójába, akkor mindaz, amit a teljesítőképességtől a feldolgozásig vezető úttal kapcsolatban elmondtunk, megerősítést nyer, és a láncmodell a műszaki anyagok mindegyikére igaz.
Ez az esettanulmány szerzőtársammal, dr. Trampus Péterrel írt és az Anyagvizsgálók Lapjának 2021/1. számában megjelenő anyag
1. Bevezetés
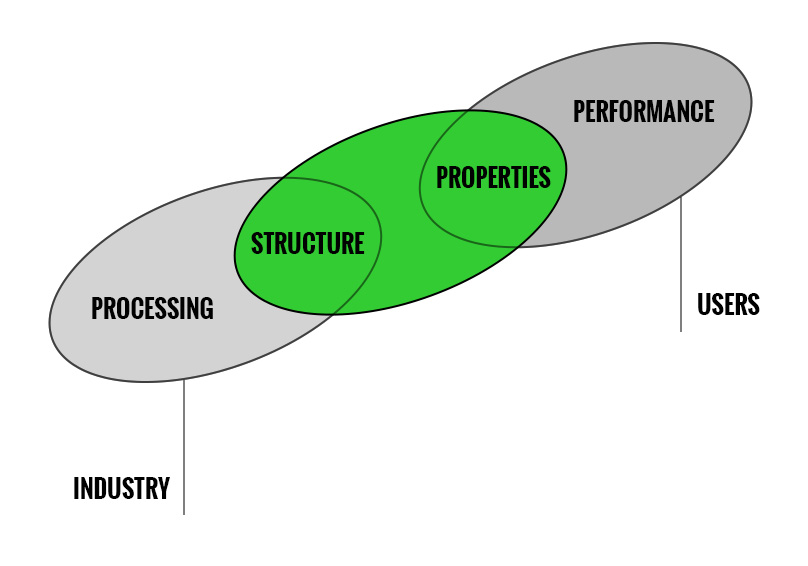
A teljesítőképesség fogalmától a feldolgozásig vezető út végigjárásához az 1. ábrán látható modellt hívjuk segítségül.
1. ábra. Az ipar és a felhasználó kapcsolatrendszerét bemutató, úgynevezett láncmodell
Ezzel a modellel először a ’90-es évek elején találkoztunk egy amerikai anyagtudományi folyóiratban. Ezzel kapcsolatban megemlítjük, hogy a láncmodell az anyagtudomány és technológia (Materials science and engineering) lényegét és belső összefüggésrendszerét vizuálisan megjelenítő, 1989-ben javasolt, majd széles körben elterjedt tetraéder egy változata [1]. Nem tekinthető véletlennek, hogy a láncmodell talán a legfejlettebb piacgazdaságú országban született meg. Ennek a modellnek az értelmezése első rátekintésre kézenfekvőnek tűnik. Ahhoz azonban, hogy mélyebb jelentését is megértsük, minden elemét és ezek kapcsolatrendszerét is elemezni kell. Az 1. ábra három „láncszemből” áll, és ezekben négy fogalom szerepel angolul: nevezetesen a performance, a properties, a structure és a processing. Ezek közül a fogalmak közül egyértelmű magyar megfelelője csak a properties-nek, a tulajdonságoknak van, de a másik három fogalom magyar megfelelőjének megnevezése már bizonyos kérdéseket vet fel.
Egy szakmai szöveg címének pontosan jeleznie kell azt a tartalmat, amiről az esettanulmány szólni fog. Ebből a címből egyértelműen kiolvasható, hogy mi a tárgya ennek a tanulmánynak. A címben szereplő feltételes mód arra kíván utalni, hogy a forgattyús tengely fáradásos törésének okát az elvégzett széleskörű tájékozódás és vizsgálatok alapján sem lehetett egyetlen okra visszavezetni, de az elvégzett elemzésből a fáradásos töréshez vezető tényezők szerepe rangsorolható volt.
Ennek az esettanulmánynak a hátterét a Vasipari Kutató és Fejlesztő Vállalatnak a Paksi Atomerőmű Vállalat megbízásából készített kutatási jelentései [1, 2] képezik, melyek dr. Trampus Péternek, a Paksi Atomerőmű Vállalat akkori vezető beosztású munkatársának gondossága révén eredeti formájában elérhetők.
A tömeggyártás technikájának és technológiájának fejlődésével az acélipar a felhasználói igényeket egyre magasabb színvonalon, hatékonyan és a környezetvédelmi szempontokat is szem előtt tartva tudja kielégíteni. Minden egyes technikai és/vagy technológiai változás a kohászati fél- és késztermékek tulajdonságaiban – hol kedvezően, hol pedig kedvezőtlenül – megmutatkozik. Ez a megállapítás igaz az 1960-as, ’70-es években bevezetett és a világon széles körűen elterjedt, és ma már egyeduralkodó folyamatos acélöntésre vonatkozóan is. A 19. század végén, illetve a 20. század első kétharmadában uralkodó tuskóöntési technológia kapcsán a tuskók dermedésével összefüggésben lévő jelenségeknek szinte minden részletét tisztázták. A melegen hengerelt acéllemezeket kezdetben ún. lemeztuskóból kiindulva gyártották. A lemeztuskó speciális alakja miatt a dúsulási viszonyok máshogyan alakultak, mint a hosszútermékek gyártásának alapanyagául szolgáló tuskóké. A lemeztuskók legnagyobb problémája azonban a nagy anyagveszteség és a kis tuskótömeg volt. E hátrányok miatt az ilyen típusú lemezgyártás nem volt hosszú életű.
Talán nem tűnik szerénytelenségnek, hogy édesapám, Verő József, és a saját szakmai pályafutásomat – legalábbis időben, némi átfedéssel – összekapcsolva világítom meg az anyagtudományról alkotott képünk változásának folyamatát.
Édesapám szakmai pályafutása a ’20-as évek vége felé kezdődött, és a ’30-as évek elején, a Berlinben töltött ösztöndíjas évek alatt kapott új lendületet. A berlini Technische Hochschulén a metallográfia tudománya legnagyobb személyiségeinek előadásait hallgathatta, és vehetett részt gyakorlataikon. Olyan nevekre kell gondolni, mint például Tammann vagy Guertler professzorok, akikkel Sopronba visszatérve is levelezési kapcsolatban maradt. Azt is érdemes megjegyezni, hogy Hitler hatalomra jutásáig Berlin jelentette a fizika, a kémia és az alkalmazott tudományok szellemi központját. A fizika fejlődésében meghatározó szerepet játszottak azok a magyar tudósok, akiknek Amerikába emigrálva később döntő szerepük volt az atomfegyver kifejlesztésében.
A Könyöksajtolás útján a nanovilágba című esettanulmányban bemutatott demonstrációs kísérlet az általam vezetett kutatócsoport néhány fiatal kollégájának érdeklődését is felkeltette, közöttük elsősorban dr. Gonda Viktorét. Ő elkészítette a könyöksajtolás folyamatának analitikus és végeselemes leírását is, amely részét képezte az Elméleti összefoglaló tanulmány készítése az ultrafinom (UFG) és a nanoszerkezetű tömbi (bulk) anyagok szemcseszerkezete és tulajdonságai közötti kapcsolatról, az ezeket az anyagokat alkotó krisztallitok közötti határok reális szerkezetéről című, K+F jelentésnek (Dunaújvárosi Főiskola, 2010.) [1]. Az irányításommal elkészült jelentésből a könyöksajtolás analitikus leírására vonatkozó részt ismertetjük, amelyet dr. Gonda Viktor (jelenleg az Óbudai Egyetem docense) készített.
Az analitikus leírás a konkrét eredményeken túlmenően jó példája annak, hogy hogyan kell egy első pillanatra bonyolultnak tűnő folyamatot képlékenységtani ismeretek alapján jellemezni. Gyakorlati szempontból is értékes az ennek az anyagnak a végén található táblázat, amely a könyöksajtoló szerszám geometriai jellemzői és a munkadarab becsült alakváltozásának mértéke közötti összefüggést jellemző adatokat tartalmazza.
Ha visszatekintünk a rendszerváltozás óta eltelt 30 évre, mintegy 5-10 évenként egy-egy úgynevezett slágertéma határozta meg az anyagtudománnyal foglalkozó kutatók tevékenységét. A ’90-es évek elején még a mikroötvözött nagy folyáshatárú, hegeszthető acélok fejlesztése volt a középpontban, majd ezt követően az ún. DT- és a TRIP acélok kutatás-fejlesztése volt meghatározó.
Az ezredforduló tájékán a siker reményével nem lehetett olyan pályázatot beadni és megnyerni, amelyben a nano téma nem szerepelt. A nanoszemcsés és az ultrafinom szemcsés acélok kutatása új kihívás elé állította a kutatókat. Napjainkban már a nagy entrópiájú ötvözetekről is számos ismeret birtokában vagyunk, és talán a jövő évtized egyik meghatározó anyagcsoportja az ún. metaanyagok csoportja lesz.
Ezt a tendenciát felismerve az MTA Műszaki Fizikai és Anyagtudományi Kutatóintézete kiírta a „nanotechnológiai kísérletek és alkalmazási demonstrációk – Nano-Demo” című pályázatot. A pályázati kiírás megfogalmazása mögött minden bizonnyal az a felismerés is volt, hogy a nanotechnológia lehetőségeiről a hazai kutatók reálisabb képet kapjanak, és a szélesebb közönség – beleértve a fiatalokat – is megismerkedjenek ezzel a területtel.